


Three methods of stud-welding processes
Three methods of stud-welding processes
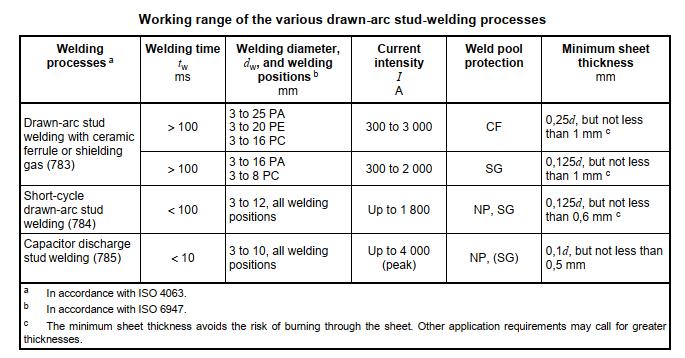
1.) Drawn arc stud welding with ceramic ferrule or shielding gas (783).This welding process is generally used in the 3 mm to 25 mm diameter range, with welding times of 100 ms to 3000 ms. It is usually carried out with a ceramic ferrule or shielding gas, or with both, or in special cases without pool protection. Thismethod is used for the majority of applications. The minimum sheet thickness is 0,25 d for CF and 0,125 d for SG, but not less than 1 mm.
2.) Short-cycle drawn-arc stud welding (784). A welding time of u 100 ms is used. This variant is suitable for stud diameters up to 12 mm, but for the range between approximately 8 mm and 12 mm, stud diameter shielding gas should be used to prevent increased pore formation. For aluminium, shielding gas shall be used. The fusion zone is narrow and the thermal input modest, so that studs up to 12 mm diameter can be welded to thin sheets. For diameters up to 9 mm diameter and with steel, the operation is frequently carried out without protection of the weld pool and calls for studs with an upset flange, as these afford a larger weld area than the plain stud-shaft diameter and thus reach a higher tensile force than the stud shaft, despite pores in the weld zone. The minimum sheet thickness is 0,125 d, but not less than 0,6 mm.3.) Capacitor discharge drawn-arc stud welding (785). Very short welding time (< 10 ms) can be achieved by using a capacitor discharge power source. The diameter range is 3 mm to 10 mm. The minimum sheet thickness is 0,1 d, but not less than 0,5 mm. The welding process
- Pre:Symbols and abbreviated terms 2020/5/15
- Next:Effect of arc blow and some po 2020/5/14